循环流化床锅炉的磨损和防磨措施

循环流化床锅炉是继链条炉、煤粉炉发展起来的高效率、低污染的新炉型,因其燃烧效率高、煤种适应性广、负荷调节范围大、氮氧化物排放低、易于脱硫等优点而备受青睐,已在世界范围内得到了广泛的应用和推广。但磨损问题的突出,严重制约了该炉型长期经济的运行。
1、循环流化床锅炉的磨损
1)循环流化床锅炉中的磨损问题
由于循环流化床锅炉炉内灰浓度高,通常为煤粉炉的几十倍、几百倍,甚至上千倍,因此循环流化床锅炉的磨损要比其他类型锅炉严重得多,受热面和耐火材料的防磨问题应特别重视。磨损问题解决得如何,直接关系到循环流化床锅炉设计的成败,也直接影响循环流化床锅炉机组的可利用率。
2)磨损的形式
根据磨损机理的不同,磨损一般可分为粘着磨损、磨料磨损、腐蚀磨损、接触疲劳磨损、冲蚀磨损、微动磨损等。流体或固体颗粒以一定的速度和角度对材料表面进行冲击所造成的磨损称为冲蚀(或冲击磨损)。冲蚀又有两种基本类型, 分别叫做冲刷磨损和撞击磨损,这两种磨损的冲刷表面流失过程的微观形貌是完全不同的。
冲刷磨损是颗粒相对固体表面冲击角较小,甚至接近平行。颗粒垂直于固体表面的分速使得它锲入被冲击物体,而颗粒与固体表面相切的分速使得它沿固体表面滑动,两个分速合成的效果即起一种刨削的作用。如果被冲击物体经不起这种作用,即被切削掉一小块,如此经过大量、反复的作用,固体表面将产生磨损。
撞击磨损是指颗粒相对于固体表面冲击角较大,或接近垂直时,以一定的速度撞击固体表面使其产生微小的塑性变性显微裂纹,在长期大量的颗粒反复冲击下,逐渐使塑性变形层整片脱落而形成的磨损。
根据磨损方式不同,磨损又可分为两物体磨损、三物体磨损。在两物体磨损中,固体依靠自身动量撞击并冲刷壁面。在三物体磨损中,沿壁面运动的固体粒子受到粒子团的冲击,而粒子团则利用前者作为磨损介质来磨损受热面。
虽然现在还没有充分理解循环流化床锅炉的磨损机理,但可以预测三物体磨损是造成循环流化床锅炉磨损的主要原因。三物体磨损可能发生在以下三种情况:颗粒富集以很大的密度沉降、供料足以产生很大的颗粒密度以及在颗粒流动容许范围内很大颗粒密度在磨损表面附近区域可以存在。
3) 磨损的影响因素
循环流化床锅炉中煤灰颗粒对锅炉材料的磨损属于颗粒流的冲蚀,既有颗粒对炉内材料的撞击,又有高浓度含灰气流对材料的冲刷。循环流化床锅炉材料的磨损很大程度上取决于颗粒的尺寸、颗粒的形状、冲击速度、冲击角度、供料量、 颗粒的强度及硬度等。另外磨损程度还与被冲击表面的材质有关,还受燃料特性、 运行参数等的影响。
2、循环流化床锅炉的易磨损部件及防磨措施
循环流化床锅炉的易磨损部件有受热面管子和耐火材料。循环流化床锅炉的易磨损金属部件为耐火材料与水冷壁交界处、不规则的管壁区域、水冷壁的四角区域、炉内受热面、炉顶受热面、旋风分离器、尾部对流受热面等。
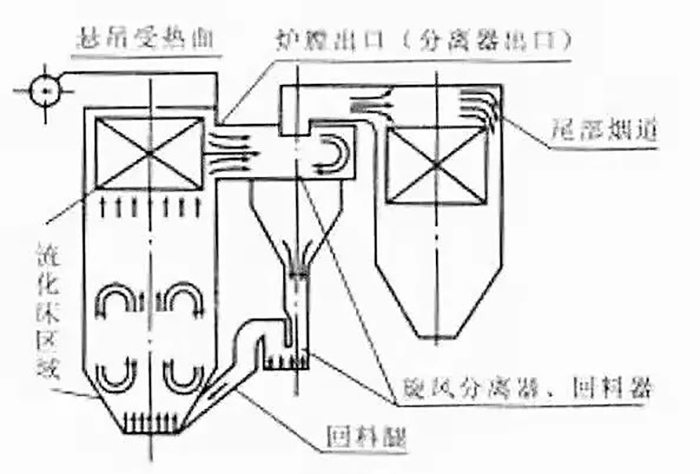
图注:循环流化床锅炉主要磨损部位
1) 卫燃带与水冷壁过渡区的磨损
该区的磨损发生在炉膛卫燃带与水冷壁管的交界处,四角磨损较严重,范围为卫燃带上方 500mm 内。其中,此部位存在耐火材料台阶时,水冷壁和鳍片磨损速度加快。磨损的原因有两个方面,一是卫燃带区由于沿壁面下流的固体物料与炉内向上流动的固体物料运动方向相反,因而在局部产生涡流;另一方面是沿炉膛壁面下流的固体物料在交界处产生流动方向的改变产生反弹力,因而对水冷壁管产生冲刷。
目前该位置常用的防冲蚀磨损的方法有结构防磨和材料防磨两种。结构防磨主要有让管设计、防磨梁和防磨板设计等措施。让管设计可去除该部位的涡流磨损和反弹力磨损。防磨梁、防磨板和焊钢条等方法通过降低物料速度而达到防磨目的。材料防磨主要采用更换耐磨材料、加防磨瓦和耐磨涂层等方法,其中耐磨涂层的制备方法有电弧喷涂、氧乙炔火焰粉末喷熔、堆焊、热扩散渗层等措施。
2) 水冷壁四角磨损
由于水冷壁四角物料浓度大,向火面焊缝容易不平整而导致磨损速率高。此部位主要采用让管设计、清除凸出障碍物和电弧喷涂的方法进行防磨。
3) 不规则管壁的磨损
不规则管壁的磨损包括穿墙管、炉墙开孔处的弯管、管壁上的焊缝等,此外还有一些炉内的测试元件,如热电偶等。运行经验表明即使很小几何尺寸的不规则也会造成局部的严重磨损。对于不规则管壁的磨损通常采用敷设耐火材料或铺镀焊接层等防治措施。
4) 炉内受热面的磨损
炉内受热面主要有双面水冷壁、屏式过热器、屏式再热器,它们的磨损机理与炉膛水冷壁管的磨损机理相似,主要取决于受热面的具体结构和固体物料的流动特性。通常在它们的底部敷设耐磨材料,其余部分进行耐磨涂层,来达到防磨的目的。
5) 炉顶受热面的磨损
炉顶受热面的磨损主要是由于气固流在离开炉膛顶部区域转弯,产生离心力, 将大颗粒物料甩向炉顶而造成的,随着循环流化床容量的增大,炉膛高度也增大, 炉膛顶部受热面磨损问题变得不严重,一般可通过将炉顶与距旋风分离器的水平烟道拉开足够的距离来解决。
6) 旋风分离器的磨损
循环流化床锅炉旋风分离器的大部分构件(除中心筒外) 一般都敷设有耐火材料,因此旋风分离器金属件的磨损不是很严重,旋风分离器中心筒的损坏往往是由于热变形造成的。旋风分离器的磨损主要发生在进口烟道和筒体上部,在该处气流方向发生90度的偏转,环形核心区的消失也会产生很大的脉动,使入口端附近区域受到非常大的影响,因此,必须采取必要的措施防止该处管壁失效。
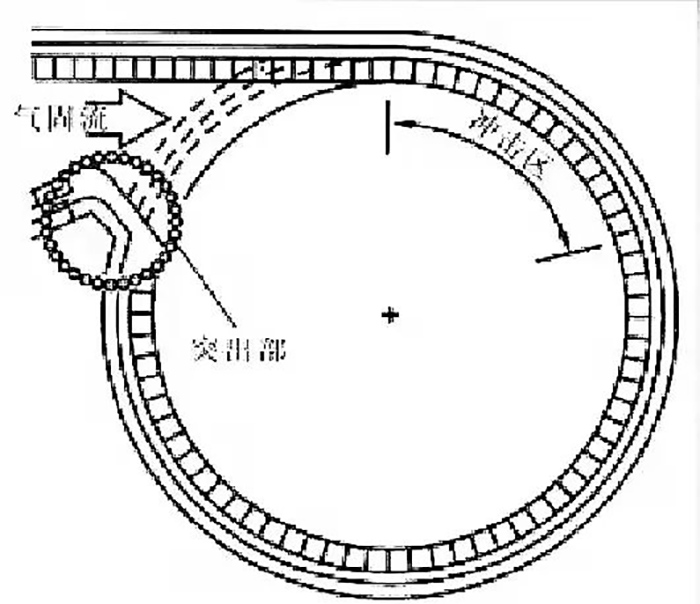
图注:旋风分离器易磨损区域
7) 尾部对流受热面的磨损
尾部对流受热面发生的主要部位在过热器、再热器、省煤器的第一、二排管子,空气预热器出口处。这部分管排常因结构、安装或受热变形等原因形成烟气走廊,物料速度较高,导致磨损加快。通常采用加装保护板、均流板、防磨罩的方法进行防磨。
3. 结语
循环流化床锅炉磨损影响因素很多,在具体实践中要结合不同情况,采取不同的防磨措施,不断积累经验,使循环流化床锅炉防磨技术不断成熟与完善。
