原料煅烧竖窑的种类及窑内物料煅烧特性
2022-10-14 11:49:45 点击:
1、竖窑的分类及优缺点
竖窑(亦称立窑,瓶子窑)是用来锻烧耐火原料及石灰的窑炉。
1)竖窑分类方法
一般可按锻烧物料种类和使用燃料的不同进行分类,也可按送风方式和机械化水平不同进行分类。
(1)按锻烧物料种类不同可分为:粘土竖窑(锻烧温度1300-1400℃)、白云石竖窑(煅烧温度1600-1650℃)、石灰竖窑(煅烧温度1200-1300℃)、镁石竖窑(煅烧温度1600-1650℃)、高铝竖窑(煅烧温度1450-1650℃)
(2)按使用燃料种类可分为:固体燃料竖窑(以焦炭、无烟煤为燃料)、液体燃料竖窑(以重油为燃料)、气体燃料竖窑(焦炉煤气、混合煤气、天然气)
(3)按送风方式不同可分为:强制通风竖窑:采用鼓风机将空气鼓入窑内,强化锻烧过程。自然通风竖窑:窑内气体流动主要靠竖筒本身的自然抽力进行操作。
(4)按机械化程度不同可分为:人工加料竖窑;机械化竖窑,从加料到出料完全机械化。
2)竖窑的优点
设备简单、投资少、单位成品所消耗的燃料少、成本低、单位容积利用系数大、设备本身占地面积小等。缺点:窑内温度分布不均匀,因此容易产生欠烧和过烧品;使用焦炭或无烟煤作燃料时,灰分污染产品;对入窑的原料块度有一定的限制,碎料(<30mm)不能用在竖窑锻烧,造成了资源的浪费,而且竖窑的生产能力也较小,劳动条件较差。
从竖窑的发展来看,起初是人工操作,自然通风,定时加出料。随着生产技术的发展,为提高产量、质量、改善劳动条件、提高生产效率、降低燃料消耗,逐步实现了机械化通风、机械化加料和出料、水冷炉壁、密闭装置等类型的机械化竖窑,使竖窑不断改进,以适应生产的现代化。
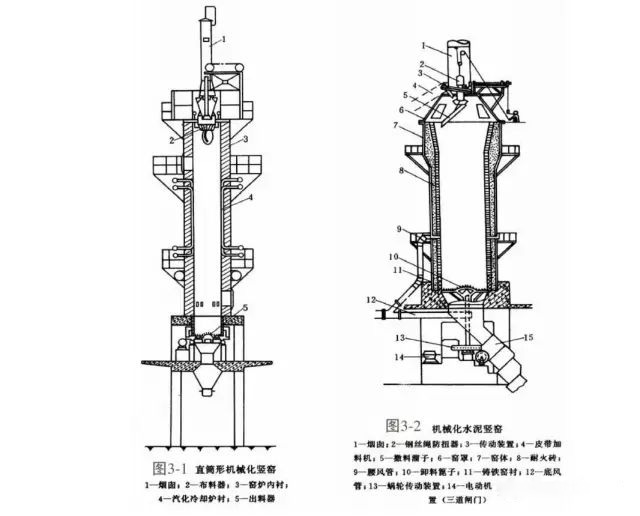
图1:直筒型机械化竖窑/水泥竖窑
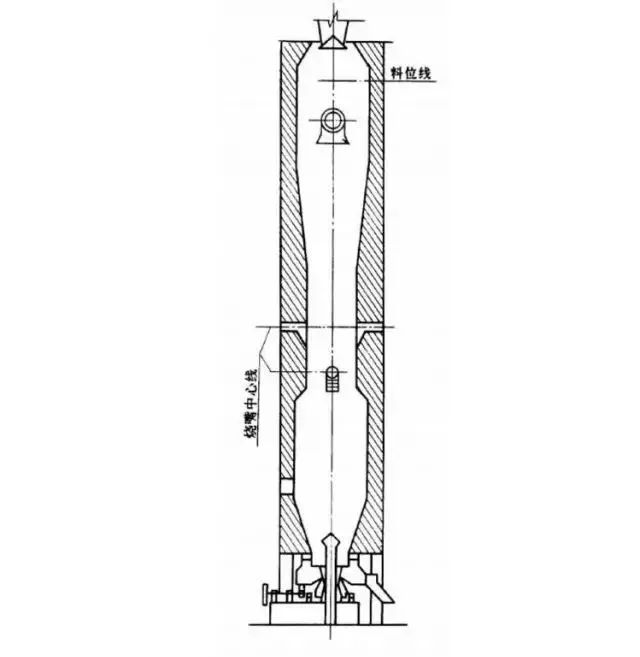
图2:哑铃型重油石灰竖窑
2、竖窑的结构、形状
1)竖窑的结构
窑体、加料装置、密封装置、汽化冷却装置、卸料装置及通风装置等。
2)窑体的形状
对物料在窑内的运动和气流在窑内的分布无疑都有重要影响。保证窑内物料的均匀下沉和顺行,并使气流沿窑截面均匀分布,是对竖窑体形状的基本要求,其形状大致有以下几种:
(1)直筒形:即上下内径相同的圆筒形,这种类型适用于煅烧各种耐火原料。这种竖窑结构简单、坚固,有利于物料顺行和均匀下沉,且砌筑方便。但物料在窑内自上而下运动时,一旦烧结,体积便会收缩,使其与窑壁间形成环形缝隙,造成窑周边的阻力比窑中间的要小;同时,物料在贴近窑衬处的堆积密度也较中部疏松,从而使竖窑同一断面通风不均,以致物料煅烧不均。
(2)锻烧带内径收缩的圆筒形竖窑:为克服上述缺点,可将煅烧带内径略加收缩,这样可减少物料与窑壁之间的缝隙,从而使气体沿窑截面较为均匀分布。对使用汽化冷却炉壁的竖窑,还可使周边物料在下沉过程中有可能向内翻动,从而改善物料的煅烧条件,减少欠烧品。
(3)哑铃形竖窑:为了扩大窑的容积,常采用预热带和冷却带扩大的哑铃形截面。
(4)矩形竖窑:以重油与煤气为燃料的竖窑。由于圆形截面受火焰穿透深度的限制,窑容积不能太大。因此,设计大容积重油、煤气和外火箱竖窑时,需采用矩形截面,其容积范围:白云石、镁石、粘土及高铝原料竖窑,容积都大于50m3;石灰竖窑容积大于100m3。
3)竖窑内各带的作用竖窑内各带的作用
(1)原料在竖窑内需历经三带:预热带、煅烧带、冷却带。
(2)在预热带的原料借助于烟气的热量进行预热;在煆烧带的原料借助于燃料燃烧所放出的热量进行煅烧;在冷却带已煅烧好的原料与鼓入的冷却空气进行热交换,原料被冷却,而空气被加热后进入煅烧带供助燃用。由于在预热带和冷却带按逆流方式进行热交换,热量得到较好利用。因此,竖窑与其它类型窑比较,有较高的热效率。原料在窑内的停留时间有重要意义,如果停留时间短,就会影响煅烧质量;停留时间过长,将使窑的产量降低,热耗增加,有时也会影响产品质量。因此,原料在窑内的停留时间须与窑内传热情况相配合。如能适当提高锻烧温度,加大气流速度,减少原料块度等,均可加速传热速率,缩短原料在窑内的停留时间,提高窑的产量。
3、喇叭型竖窑的窑型
1)设计原则
(1)窑体上口直径等于或略小于窑体下口直径,有效高度12m;
(2)窑体直径基本上是两头小、中间大;
(3)根据窑体有效高度合理设计预热带、煅烧带、冷却带的各带高度;
(4)高度与直径之比建议在3.8-4.2之间(大不超过4.3)。因为高径比小,原料预热不够,窑顶废气温度过高,热能利用率低;高径比大,原料在窑内停留时间过长,操作困难;
(5)窑壁的收缩率(窑壁向内倾斜),建议掌握在5-6%之间,因为太小成了直筒型,太大时则窑顶直径太小;
(6)窑尾收缩应在中炉条以上1.2m高处开始向下收缩,因为过高不利于落料,过低炉条承受压力过大,易损伤炉条,其收缩率为25-30%;
(7)设计要有利于原料通过预热、煅烧、冷却三个带不紊乱层位,顺序下沉。易做到操作方便,三带稳定,不发生意外事件。然后达到高品高产、低耗的目的。
2)12m高喇叭型竖窑各部位主要尺寸
(1)窑体有效高度12m,中炉条上1.2m处直径为2.8-3m。窑底直径为2.5-2.6m,窑顶直径为1.6-1.8m,窑壁向内倾斜为5-6%。
(2)窑壁厚度:它由窑内衬与隔热层组成。窑内衬用耐火砖砌筑时厚度为0.35m。窗内衬与隔热层厚度之和不小于1.1-1.2m。
(3)出料口:高2.2m,宽1.8-2.0m。出料口前后窑壁厚度为1.2m。
(4)进料口:高1.6m,宽0.8m。其个数,若炉顶口大,相对开2个进料口。
(5)吸尘洞:与窑体纵向平行,一般在窑体后边。距窑内壁2.8m左右。下边口低于的下边的大炉条;上边出地面2m。底圆直径为0.6m,上口直径为0.5-0.4m。
(6)吸热洞:位于工房顶部,直径为0.4-0.5m,上边超出地面2m。
(7)炉帽:位于窑顶,有圆形和方形两种。以方形为例:高2.2m,内墙距窑壁的近点为0.35m。外墙长、宽均为2.2m。其墙厚度为0.4m(或0.37m),其中留两对进料口或一个进料口和一个排烟口。
(8)烟囱拐道:是连接烟囱和炉帽的设施,其长短根据情况而定。要有一定的坡度,内部尺寸高0.8m,宽0.7m。出口高度要与烟囱下边留的口吻合,距地面2.5-3m高。
(9)烟囱:高度是窑体有效高的1.5-2倍。外壁向内倾斜3%。烟囱出口内径不小于0.8-1m。
4、竖窑的高径比
窑的内径是根据煅烧原料的性质、锻烧温度的高低、煅烧操作的灵活程度等因素确定的。窑的内径大,产量高。但内径太大,难于在全窑体横截面上透气性一致、煅烧均匀,窑内煅烧情况不易掌握。一般根据原料性质所需要的锻烧温度、产量要求及能量消耗等各种因素确定高径比。
所谓高径比,就是以窑体的有效高度与窑体内径之比,高径比过大,意味着窑体过长,会增加空气透过料层的流体阻力;高径比过小,则窑体过短,热交换来不及充分进行。因此,不适当的高径比,无论过大或过小都会影响产品质量、产量及燃料消耗。
目前,河南省矾土竖窑高径比一般采用3.8-4.2,大不超过4.3。对于煅烧耐火级原料,高径比可取上限4.2,对于煅烧研磨级原料,高径比可取下限3.8。
5、竖窑内物料的运动方式
1)在竖窑中物料与气流呈逆向运动
物料在竖窑中运动的原因有两种:一种是由于物料在煅烧过程中的收缩而引起上层物料(预热带与锻烧带)的运动;另一种是由于下部物料的卸出而引起全窑物料的运动。因此,预热带上层的物料就包含了全部收缩运动与出料运动(而冷却带几乎只有出料运动)。在混料窑中应当包括燃料燃尽所引起的收缩运动。
2)竖窑中的空气由窑底部鼓入或吸入,烟气由上部经烟囱排出
气体在穿过散状料层时,阻力损失很大,每米散状料层阻力可达800-1000Pa。因此,研究竖窑内气体运动,对于保证煅烧带燃料燃烧所需空气量的供应、气体在窑断面上的合理分布、降低气体流动过程的阻力损失、保证竖窑产量、质量等方面都是有意义的。
(1)竖窑产量与鼓风条件的关系:在竖窑断面固定不变时,若空气流量增加,则气流速度加快;由于空气量增多,燃料燃烧速度加快;同时,气流与物料间对流换热増强,从而加快了物料预热、煅烧及冷却过程,窑的产量、煅烧物料质量都可以提高。竖窑一般选用高压离心式鼓风机或罗茨鼓风机。为减少动力消耗,在实际操作中应确定较为经济合理的气流速度。
(2)竖窑断面上的气流分布:由于窑中物料堆积方式不同,将明显影响气体流动过程中的阻力损失。在靠近窑壁处,物料堆积与窑壁之间的孔隙率较物料之间堆积的孔隙率大,加之物料收缩造成环形缝隙,使气流较易从周边通过,即在窑的同一断面上,周边气流的分配较中心处为多。由于气流分配不均匀,致使物料在窑的同一断面煅烧不均匀,这一现象称为窑壁效应。由于断面上的气流不均匀分布,影响锻烧带物料在竖窑中的位置与形状。
例如,用固体燃料的混级料,由于气流易于从周边通过,周边燃料就较早点燃,且燃烧速度较快;而中心由于流体阻力大,气流不易通过,需较晚才能点燃,燃烧过程也进行得较缓慢,从而形成“碗状”煅烧带。随着鼓风压力的提高,空气供应量充分,整个煅烧带将向上移动,并相应缩短;但其周边上火仍比中心处快,故仍呈“碗状”。若窑内阻力很大,鼓风压力低,空气供给不足,则煅烧带向下移动,并且拉长。这样不仅降低了煅烧温度,而且冷却带变短,影响物料的煅烧与冷却。
为克服上述现象,应増加周边流体阻力,均衡窑断面通风。为此,须进行合理布料,即将碎料布于周边,以增加阻力,同时应减少周边燃料量,以降低温度。
为了保证窑内气体正常流动,并维持锻烧带所需空气量,可采用三种不同的通风方式:一种为压入通风,即用风机由窑底鼓入空气,在窑内形成正压;还有一种为抽出通风,由窑顶抽风,在窑内形成负压;第三种为均衡通风,即由窑底进行鼓风,窑顶进行抽风,在窑内形成既有正压区,又有负压区,并在窑的一定高度处形成零压面的压力制度。一般机械化竖窑采用一种通风形式,而自然通风竖窑为二种方式。
6、竖窑中固体燃料燃烧的方法
竖窑中,燃料燃烧放出的热量除供原料烧结外,剩下的是窑衬散失热量,烟气带走热量,这些损失造成竖窑的热效率不高(约50%)。
竖窑中的燃料采用固体、液体、气体三者均可。天然气、重油常用于煅烧温度较高的白云石或镁砂竖窑;发生炉煤气可用于煅烧温度较低的石灰或粘土竖窑。但目前使用量广泛的还是固体燃料(煤和焦炭)。
1)固体燃料在竖窑中的燃烧方法
固体燃料在竖窑中的燃烧方法主要有:窑内燃烧和窑外燃烧室进行燃烧两种。前者又可分为燃料与原料分层交互装料和混合装料两种。
2)外火箱燃烧方式
主要适用于温度较低的粘土竖窑,其优点是:煤中的灰分不会污染原料,熟料的纯度较高,尤其适用于灰分较多的煤。燃料加入竖窑中燃烧时同时传热给原料,这样传热快、产量高、煤耗低、设备也较简单。但这种燃烧方式对燃料有一定的要求:
(1)煤的灰分含量应小于20%。灰分过高,一方面使热值降低、污染原料、影响熟料的纯度;同时易造成炼窑、结瘤现象。对镁砂、白云石质的熟料要求燃料的灰分须低于13%。
(2)煤的粒度控制甚为重要,它影响到燃料燃烧速度和燃烧带的厚度。为了保证原料在锻烧时的停留有足够的时间,煤的粒度与原料的粒度(块度)应有一定的比例。煤粒过小,燃烧时的高温带过分集中,高温带较短,生料在高温带的锻烧时间短,原料的物理化学变化来不及完成,影响熟料的质量。同时,煅烧带缩短,预热带相对增长,煅烧带产生的CO2经预热带时还原为CO的比例增多,造成热耗的加大。如果煤粒过大,则燃烧速度减慢,煅烧带拉长,火力不集中,且使冷却带相应缩短,这样造成原料煅烧和冷却的质量欠佳。
入窑燃料粒度要求:对于白云石、镁砂竖窑,易烧结原料,燃料粒度25-40mm;难烧结原料,燃料粒度40-70mm或25-40mm。石灰竖窑:原料粒度30-70mm,燃料粒度13-25mm或25-40mm;原料粒度70-75mm,燃料粒度25-40mm。
(3)燃料的挥发分应小于7%,以防止化学不完全燃烧的热损失过大。燃料在外设燃烧室中进行燃烧,燃烧产生的烟气通过窑壁火孔进入窑内。这种窑可以使用挥发分含量高的燃料。燃料灰分对原料的粘污也较混料式竖窑为轻,所以这种竖窑使用的燃料种类比较广泛,亦可使用劣质煤。但由于部分热量在燃烧室中散失,故其燃料消耗较混料式竖窑为高。此外,原料煅烧不够均匀,窑中心部位易出现生料现象。为克服此现象,外设燃烧室竖窑一般砌成矩形截面,根据烟气所能渗透的深度来确定矩形断面宽度,以保证沿断面均匀煅烧。
